JOTS v41n1 - Proposed Progression of Lean Six Sigma
James Taylor, John Sinn, Jeffrey M. Ulmer, and M. Affan Badar
ABSTRACT
Lean Six Sigma is a hybrid continuous
improvement methodology that has various
definitions, from those that are Lean dominant
to those that are Six Sigma dominant. Text
mining and cluster analysis based research has
helped to illuminate the degree to which Lean
Six Sigma models, as described in articles
published in the International Journal of Lean
Six Sigma, are Lean dominant versus Six Sigma
dominant. The iterative cluster analysis was
used to identify clusters of articles that were
interpretable. The research found that some
Lean dominant Lean Six Sigma articles ascertain
Lean as the dominant philosophy and Six Sigma
as a subordinate tool used in achieving the
Lean objectives. The findings of this research
as well extrapolation of the literature informed
a recommended Lean Six Sigma model as
described in this article. The recommended
model is Lean dominant and consists of two
subordinate methods – Six Sigma and statistical
process control. The three synergistic approaches
not only each serve in their own way to manifest
process improvements, they also all contribute
to organizational learning, which is considered a
chief contributor to competitive advantage.
INTRODUCTION
Lean and Six Sigma respectively are widely
popular process improvement approaches used
around the world (
Snee, 2010
). In recent years
Lean and Six Sigma are being integrated into
what is commonly called Lean Six Sigma (
Snee, 2010
). The integration of Six Sigma (
Corbett,
2011
), which focuses on processes, with Lean,
which focuses on the connection between
process steps (
Antony, 2011
), is supported by
both practitioners and scholars. The purpose
of this research was to explore the theory
and definition of this integration. Currently,
a standard framework for Lean Six Sigma is
lacking (
Pepper & Spedding, 2006
).
Lean, as Derived from the Toyota
Production System
The Toyota Production System was developed
at Toyota Motor Manufacturing as far back as
the middle of the last century, with Taiichi Ohno
as the chief architect (
Mayeleff, Arnheiter, &
Venkateswaran, 2012
). The mantel within Toyota
was to eradicate all waste (
Pepper & Spedding, 2006
), which leads to improved quality, which
furthermore leads to reduced costs and increased
productivity, in accordance with the Deming
Chain Reaction (
Deming, 1986
). The Toyota
Production System (TPS) was the forerunner
for what is known today as Lean (
Pepper & Spedding, 2006
).
The Toyota Production System (TPS), using the analogy of a house in order to facilitate ease of understanding, consists of two key pillars ( Smalley, n.d. ). The first pillar is known by its Japanese name ‘jidoka’ which refers to the principle of designing processes so as to maximizing inherent quality ( Smalley, n.d. ).
The second principle of the Toyota Production System is the just-in-time (JIT) pillar ( Smalley, n.d. ). The JIT pillar has two underlying objectives, the first being more intuitive than the second. The first objective is to ensure the manufacturing and distribution of “the right parts, in the right amount, at the right time” and doing this in the most efficient manner possible using the minimum resources ( Smalley, n.d. ). A second, less obvious objective of the JIT system is that it creates a system that exposes problems, which might otherwise be generally shielded by extra inventory, sometimes referred to as safety stock; the security of ongoing production is protected by backup inventories ( Smalley, n.d. ). The philosophy of this second objective is that the urgency that a threatened shut down might incur creates an even greater urgency for addressing and fixing the underlying problem, both thoroughly and permanently ( Smalley, n.d. ). The concept of making problems visible and addressing them as a top priority is a high level priority throughout the Toyota Production System ( Chiarini, 2011 ; Smalley, n.d. ). The heart of TPS is the employees, by whom 3 Lean objectives are realized, under the coaching of management ( Assarlind, Gremyr, & Backman, 2012 ; Smalley, n.d. ). While complex problems may be typically addressed with the Six Sigma methodology, Lean initiatives more frequently address “every day waste,” which draws upon the participation of the broader base of employees ( Corbett, 2011 ).
Six Sigma
Utilizing a statistical, data-based scheme
(
Chiarini, 2011
), the Six Sigma approach
optimizes processes by determining the
relationship between critical process inputs and
the essential process outputs, and resetting the
inputs accordingly (
Oguz, Kim, Hutchinson,
& Han, 2012
). The theoretical equation that
represents the essence of the Six Sigma problem
solving method is Y = f(X) (
Oguz,
et al.
, 2012
).
The Y represents the process output and the
X represents the critical inputs that drive the
performance of the output (
Oguz,
et al.
, 2012
).
Understanding and controlling the pertinent
inputs facilitate solutions, which optimize
process outputs (
Oguz,
et al.
, 2012
). Six Sigma
originated as a quality focus for reducing process
variation (
Assarlind
et al.
, 2012
;
Chiarini, 2011
),
leading to near zero breaches of specification
limits, and thereby, near zero defects (
Corbett, 2011
;
Mayeleff
et al.
, 2012
;
Oguz, Kim,
Hutchinson, & Han
). The Six Sigma approach
can be used to reduce variation about the target,
realign the process center with the target, or both
(
Antony, 2011
;
Dumitrescu & Dumitrache, 2011
).
Lean Six Sigma
Lean Six Sigma (LSS), while being widely
utilized manifests in differing expressions
that do not lend itself to coalescence about a
standard definition (
Assarlind
et al.
, 2012
).
It is generally inferred that Lean Six Sigma
consists of an integration of the two independent
methodologies: Lean and Six Sigma (
Assarlind
et al.
, 2012
;
Corbett, 2011
). The expectation is
that the merging of the two results in a magnified
advantage. There are a number of different
ways in which the integration is manifest
however Salah, Rahim, and
Carreto (2010)
stated insightfully that, “the integration needs to
achieve a full fusion of the Lean philosophy of
waste elimination with the Six Sigma mentality
of perfection.” LSS blends the focus on process
flow by Lean with the Six Sigma spotlight on
improved capability by virtue of diminished
variation (
Chiarini, 2011
;
Oguz
et al.
, 2012
).
Integration is not achieved when Lean and Six
Sigma are alternatively deployed, as per menu
options (
Salah
et al.
, 2010
).
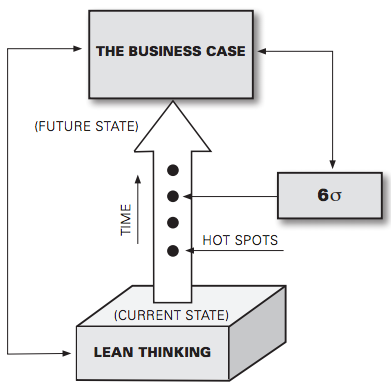
Figure 1. Conceptual Model for Lean Six Sigma
(Pepper & Spedding, 2010)
Pepper and Spedding (2010) developed an LSS integration model that reflects that Lean is the dominant methodology and that Six Sigma is used in a subordinate role. This model constitutes a comprehensive management approach addressing all manner of business process improvement ( Pepper & Spedding, 2010 ). Figure 1 depicts this integration model. The Lean ideology represents the key foundation of the improvement model, not unlike what has been demonstrated at exemplary firms such as Toyota ( Pepper & Spedding, 2010 ). In the pursuit of the Lean ideal state, obstacles, referred to as “hot spots,” are encountered ( Pepper & Spedding, 2010 ). Tactically, Six Sigma is deployed at these hot spots “driv[ing] the system towards the desired future state” ( Pepper & Spedding, 2010 ). These hot spot obstacles may be more effectively addressed with Six Sigma due to the analytical superiority of the Six Sigma system, enabling the process to gain progression towards a goal of true Lean existence ( Pepper & Spedding, 2010 ). This model is not completely novel in that many firms deploy an integrated LSS approach by “apply[ing] basic Lean tools and techniques at the starting phase of their program such as a current state [value stream] map, basic housekeeping using 5S practice, standardized work” ( Antony, 2011 ). The simpler Lean approaches used at the vanguard of the roll out remove many of the ground level wastes, leaving and often further revealing the more complex, and often persistent, “hot spots” that can be effectively tackled with the Six Sigma approach ( Antony, 2011 ; Pepper & Spedding, 2010 ).
Need for a New Model
There are myriad ways to combine Lean and Six
Sigma (
Pepper & Spedding, 2010
). One common
Lean Six Sigma model consists of Lean as an
overriding production philosophy (
Pepper & Spedding, 2010
). As obstacles are encountered
along the Lean journey, Six Sigma is deployed
as a tactic to tackle complex obstacles (
Pepper & Spedding, 2010
). Lean thinking establishes
a target condition whereas Six Sigma is used
to address deviations from the target (
Cheng,
2010
). This Lean dominant approach benefits
from the problem solving methodology that
Six Sigma brings to bear (
Pepper & Spedding, 2010
). With such a Lean Six Sigma hybrid,
Six Sigma is a subordinate component that
is absorbed into Lean as the dominant model
(
Salah et al, 2010
).
Pepper and Spedding, (2010)
propose such a Lean dominant model. Lean
thinking establishes the business case and the
direction for the organization. As the objectives
are pursued, obstacles identified as “hot spots”
are encountered. Six Sigma provides a focused
problem solving approach for dealing with these
“hot spots” (
Pepper & Spedding, 2010
), which
propels the organization forward.
Alternative is the model wherein Lean is subordinate to Six Sigma. This Lean Six Sigma model originates from and is driven by the Six Sigma community (Hill & Kearney, 2003; Jing, 2009; Smith, 2003). For many practitioners, Lean Six Sigma is essentially Six Sigma with Lean tools incorporated ( Bendell 2006 ; Chiarini, 2011 ; de Koning, Verver, van den Heuvel, Bisgaard, & Does, 2006 ; Gershon & Rajashekharaiah, 2011 ). This lack of true integration of the systems is further reflected in that Six Sigma oriented authors use the term Lean Six Sigma interchangeably with Six Sigma ( Snee, 2010 ). Snee even goes on to discuss the integration of Lean manufacturing with Lean Six Sigma, implying that Lean Six Sigma is simply Six Sigma reconstituted.
Snee (2010) proposed that business and process performance goals establish the business case and that deviations from goals lead directly to Six Sigma projects, or indirectly by way of value stream mapping analysis. Depending upon targets that are derived from value stream mapping, a Six Sigma project, a kaizen event, or a quick hits action is selected. These three options are the means by which to address the performance gaps, and they may also inform and lead to each other ( Snee, 2010 ). The objective overall is to achieve business excellence by continuously making improvements ( Bhuiyan & Baghel, 2005 ).
Thus far academia has paid scant attention to Lean Six Sigma ( Hoerl & Snee, 2010 ; Ngo, 2010, p. 18 ). Lean Six Sigma methods need to be supported by sound theory that is scientifically underpinned ( Pepper & Spedding, 2010 ) and theory needs to be continually challenged and enhanced ( Snee, 2010 ). This work was an attempt to develop an optimal Lean Six Sigma model system based on the assessment of characteristics, differences and dominance.
A Derived Model for LSS
Taylor (2014)
researched Lean Six Sigma models
as the topic of dissertation research. A review
of literature found that the spectrum of Lean
Six Sigma approaches extends from those that
are Lean dominant to those that are Six Sigma
dominant. This research illuminated the Lean Six
Sigma methodology by methodically assessing
the literature via text mining and cluster analysis.
Text mining was used to establish the degree to
which Lean Six Sigma models, as described in
articles published in the International Journal of
Lean Six Sigma, are Lean dominant versus Six
Sigma dominant. The iterative cluster analysis
was used to identify clusters of articles that
were interpretable. A cluster of Lean dominant
Lean Six Sigma articles was identified and
statistically validated as being distinct from other
models. It was determined that characteristics
of a Lean dominant Lean Six Sigma include the
text mining key words “waste,” “value,” and “kaizen.” The research also found that these
Lean dominant Lean Six Sigma articles ascertain
Lean as the dominant philosophy and Six Sigma
as a subordinate tool used in achieving the
Lean objectives. The findings of the research as
well extrapolation of the literature informed a
recommended Lean Six Sigma model.
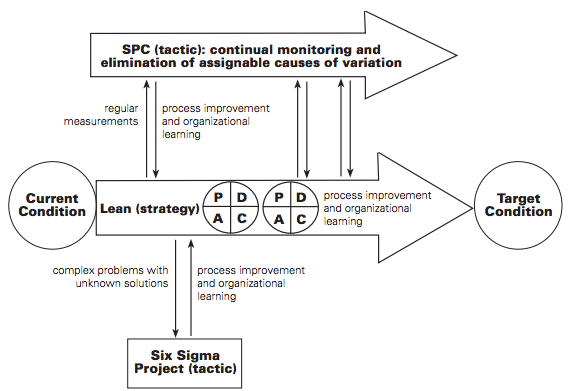
Figure 2. Derived and Recommended Lean-Six Sigma-spc (Lssspc) Model
(Taylor, 2014)
Differing LSS models were evaluated for meeting the intent of the root methodologies, Lean and Six Sigma, as well as for continuous improvement theory in general ( Taylor, 2014 ). A LSS model which best satisfies these intents was derived and recommended.
The derived and recommended model differs from any other model identified thus far in that it introduces statistical process control (SPC) as another tactic, wherein the model is hereby named Lean-Six Sigma-spc (Lssspc) ( Taylor, 2014 ). These three methods, one dominant and two subordinate, have been synthesized into a derived and recommended model, as supported by the literature. This model, which is informed by the data mining research as well as an extrapolation of the literature, is shown in Figure 2.
This Lssspc model ( Taylor, 2014 ) is a Lean dominant model that holds up Lean as the strategic element ( Hines, Holwe & Rich, 2004 ; Pepper & Spedding, 2010 ). The Lean model consists of establishing a target condition, comparing that target to the current condition, and then following the established Lean principles and practices – in particular the plan-do-check-act (PDCA) method of continual kaizen experimentation by the workforce at large – in pursuit of the target condition ( Rother, 2010 ). Not only will the process be improved, but organizational learning will also occur, which may largely contribute to a sustaining competitive advantage ( deMast, 2006 ). In support of this Lean dominant strategy, there are two supporting tactics that operate in parallel ( Taylor, 2014 ). Six Sigma can be used as a tactical project tool to address complex problems with unknown solutions ( Snee, 2010 ), as depicted in the LSS model proposed by Pepper and Spedding (2010) . For each Six Sigma project deployed as such, processes will be improved and organizational learning will occur. Secondly, statistical process control (SPC) will be deployed at regular intervals for monitoring key metrics, and elimination of assignable cause variation detected therein ( Wheeler, 2007 ). This practice also leads to process improvement and organizational learning.
Discussion and Conclusion
The data mining research corroborates the
presumption that Lean Six Sigma is not
standardized (
Taylor, 2014
). A model which
depicts LSS as being indistinguishable from
classical Six Sigma is anecdotally very
prevalent in the consulting and publishing
realms. A training manual provided by Open
Source Six Sigma which is entitled
Lean Six
Sigma Black Belt
(2007) is essentially the same
as the Six Sigma manuals that Taylor has used
for many years.
An important distinction concerning improvement methodologies pertains to why they benefit the organization that adopts and implements them. de Mast (2006) writes that the sustaining benefit of Six Sigma is not in the results that are realized project-by-project. These results, he argued, can be replicated by competitors that enable an organization to not suffer competitive disadvantage; they are not a source of sustainable competitive advantage. His research argues that sustainable competitive advantage is generated by the competencies that are developed as a result of practicing Six Sigma. These competencies, developed as in organizational learning are not easily replicated. Approaches to immediate results and organizational learning are afforded in the proposed LSS model in three ways. The PDCA method as used by Toyota (and others) is the cornerstone of the Lean strategic approach ( Rother, 2010 ). The lower level problem solving methods typically used in Lean, such as PDCA, are often insufficient for resolving complex matters ( Pepper & Spedding, 2010 ). Second, the Six Sigma approach of addressing complex problems in a tactical way ( Pepper & Spedding, 2010 ) is merged into this model. Third, statistical process control is continually applied to process metrics as a tactical means of identifying and correcting special causes of variation, and as is often the case, defects. Classical Six Sigma models consider SPC as a subset of Six Sigma, predominantly in the control phase as a monitoring tool ( Stauffer, 2008 ). There are some that argue for a more integrated approach of SPC in the measure and/ or analyze phases, given that some problems are of an assignable cause nature and can be resolved more efficiently with SPC than with the Six Sigma project method ( Stauffer, 2008 ; ). It is this theory and logic upon which SPC was integrated into the Lssspc model.
An important criteria for consideration for all manner of LSS models is the degree to which its emphasis is on tactical versus strategic. While Six Sigma has been proposed as a strategic approach, Lean has clearly been delineated as a long-term strategy ( Hines et al. , 2004 ) that is exemplified by such world-class organizations as Toyota. For this purpose, in agreement with Pepper and Spedding (2010) , this recommended LSS model presents Lean as the superordinate strategic framework, supported tactically by Six Sigma and statistical process control ( Taylor, 2014 ). For future work, it is recommended to apply the LSS model developed in the present article on a case study.
Lean, Six Sigma, and Lean Six Sigma are all variants of continuous improvement systems which have evolved from focused methodologies. Organizations will continue to evolve their improvement methodologies and as such, there is only a limited shelf life for any given model. As in the marketplace of goods as well as with the marketplace of ideas, those that bring value will sustain and those that are inferior will be neglected.
James Taylor, PhD is an Assistant Professor of Management at Brenau University in Gainesville, Georgia.
John W. Sinn, PhD is a Professor and former chair of the Engineering Technology Department at Bowling Green State University, Ohio. He is a member of the Alpha Gamma chapter of Epsilon Pi Tau and received his Distinguished Citation in 2002.
Jeffrey M. Ulmer, PhD is an Associate Professor of Technology Management, Engineering Technology and Industrial Management at the University of Central Missouri, Warrensburg.
M. Affan Badar, PhD is a Professor and former Chair of the Applied Engineering & Technology Management Department at Indiana State University, Terre Haute. He is a member of the Mu Chapter of Epsilon Pi Tau.
REFERENCES
Antony, J. (2011). Six Sigma vs Lean: Some perspectives from leading academics and practitioners. International Journal of Productivity and Performance Management, 60 (20), 185-190.
Assarlind, M., Gremyr, I. & Backman, K. (2012). Multi-faceted views on a Lean Six Sigma application. International Journal of Quality & Reliability Management, 29 (1), 21-30.
Bendell, T. (2006). A review and comparison of Six Sigma and Lean organizations. The TQM Magazine, 18 (3), 255-262.
Bhuiyan, N., & Baghel, A. (2005). An overview of continuous improvement: From the past to the present. Management Decision, 43 (5), 761-771.
Cheng, J. L. (2010, August). Stock Options. Six Sigma Forum Magazine, 4 (9), 27-33.
Chiarini, A. (2011). Japanese total quality control, TQM, Deming’s system of profound knowledge, BPR, Lean and Six Sigma. International Journal of Lean Six Sigma, 2 (4), 332-355.
Corbett, L. M. (2011). Lean Six Sigma: the contribution to business excellence. International Journal of Lean Six Sigma, 2 (2), 118-131.
De Koning, H., Verver, J. P. S., van den Heuvel, J., Bisgaard, S., & Does, J. M. M. (2006). Lean Six Sigma in healthcare. Journal for Healthcare Quality, 28 (2), 4-11.
deMast, J. (2006). Six Sigma and competitive advantage. Total Quality Management and Business Excellence, 17 (4), 455-464.
Deming, W. E. (1986). Out of the crisis . Cambridge, MA: MIT Press.
Gershon, M., & Rajashekharaiah, J. (2011). Double LEAN Six Sigma – a structure for applying Lean Six Sigma. Journal of Applied Business and Economics, 12 (6), 26-31.
Hill, W. J., & Kearney W. (2003, February). The Honeywell experience. Six Sigma Forum Magazine, 2 (3), 34-37.
Hines, P., Holwe, M., & Rich, N. (2004). Learning to evolve: a review of contemporary Lean thinking. International Journal of Operations & Production Management, 24 (10), 994-1011.
Hoerl, R. W., & Snee, R. D. (2010, February). The next big thing. Six Sigma Forum Magazine, 2 (9), 5-7.
Jing, G. G. (2009). A Lean Six Sigma breakthrough. Quality Progress, 42 (5).
Maleyeff, J., Arnheiter, E. A., & Venkateswaran, V. (2012). The continuing evolution of Lean Six Sigma. The TQM Journal, 24 (6), 542-555.
Ngo, S. T. Q. N. (2010). The relationship between Lean Six Sigma and organizational performance: An empirical investigation.
Oguz, C., Kim, Y., Hutchinson, J., & Han, S. (2012). Implementing Lean Six Sigma: a case study in concrete panel production. Proceedings of IGLC-20, San Diego, CA .
Open Source Six Sigma (2007). Lean Six Sigma Black Belt . Scottsdale, AZ.
Pepper, M. P. J., & Spedding, T. A. (2010). The evolution of Lean Six Sigma. International Journal of Quality & Reliability Management, 27 (2), 138-155.
Rother, M. (2010). Toyota kata: Managing people for improvement, adaptiveness, and superior results . NewYork, NY: McGraw-Hill.
Salah, S., Rahim, A., & Carretero, J. A. (2010). The integration of Six Sigma and Lean management. International Journal of Lean Six Sigma, 1 (3), 249-274.
Smalley, A. (n.d.). Toyota Production System Basic Handbook. Retrieved September 12, 2013 from http://www.artofLean.com/files/Basic_TPS_Handbook_v1.pdf Smith, B. (2003, April). Lean and Six Sigma – A one-two punch. Quality Progress, 4 (36), 37-41.
Snee, R. D. (2010). Lean Six Sigma – getting better all the time. International Journal of Lean Six Sigma, 1 (1), 9-29.
Stauffer, R. (2008). A dmaic makeover. Quality Progress, 41 (12), 54-59.
Taylor, J. B. (2014). Development of an optimal Lean Six Sigma model. PhD dissertation, Indiana State University.
Wheeler, D. J. (2007). Shewhart, Deming, and Six Sigma. Proceedings of W. Edwards Deming 2007 Fall Conference, West Lafayette, IN